


A digital ecosystem dedicated to industrial performance
Enabling you to monitor and anticipate the lifecycle of your machines, through relevant data, is our daily role.
Our commitment: to help build a more reliable, more efficient factory of the future.
We are
catalysts for their
industrial performance.
Feedback
The agility, speed and availability of Monixo, which was able to respond to our needs, were decisive in leading the group to a larger-scale deployment of the solution in Gabon, Norway, France and Germany. solution to be deployed on a larger scale in Gabon, Norway, Senegal, France and Senegal, France and New Caledonia. After just under a year of deployment, and considering the number of the project has paid for itself.

Louis Alain
Head of Digital TransformationOur customer wanted to innovate its maintenance system with condition-based and predictive maintenance. It was a rewarding experience. The whole project went smoothly. If I had to recommend MONIXO, I'd say they're a very professional and trustworthy team.
Nans SEDAT
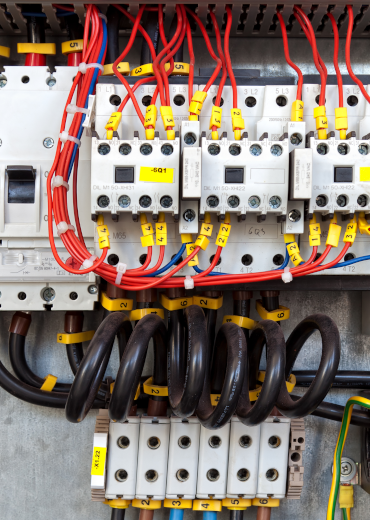
Maintenance EngineerVery fast installation using wireless sensors, data acquisition via radio link, 4G,
transmitted to the Cloud and returned to a platform that can be remotely connected by the user.
results are transmitted in the form of alerts, prognoses and predictive diagnoses.
Philippe Touzart
Risk Prevention EngineerOn older machines, Monixo's solution provides us with state-of-the-art monitoring tools to measure the impact of maintenance operations or prevent unexpected breakdowns on critical machines.
Jean-Phillipe Charles
Maintenance Manager
Keep in touch
Questions & Answers
Our solutions are widely used in industrial sectors such as manufacturing, energy, aerospace, automotive, logistics and utilities, where equipment availability is crucial.
The data used can include measurements of vibration, temperature, pressure, electrical current, parts wear, as well as data from computerized maintenance management systems (CMMS) or maintenance histories.
Our data management policy means that data remains the property of our customers. Whatever the level of criticality of the data, we ensure that it is encrypted (dynamic encryption to reduce the risk of MITM attacks) and stored in a secure environment. The data is then processed to extract KPIs and recommendations for optimizing the use of our customers' machines.
Our solution is based on the use of sensors, data and algorithms to monitor industrial equipment in real time. It aims to predict potential failures and plan maintenance operations before serious problems arise.